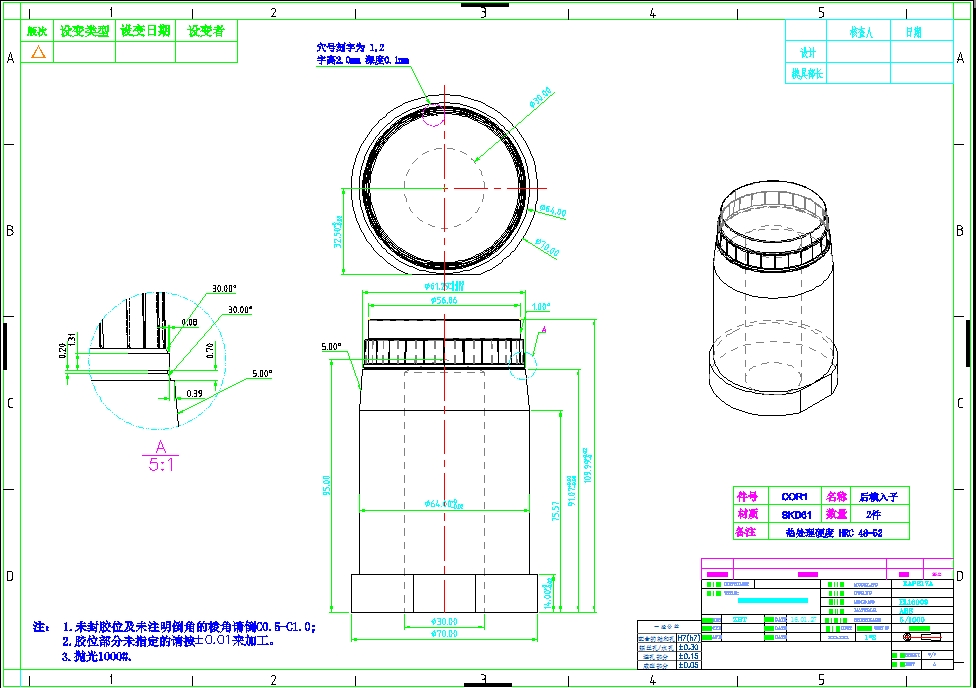
1)行位夾線所在位置需由客戶確認(外觀部)
2)行位布置應充分考慮重力、運水、產品取出等因素(較大、較重、較高、有運水的行位應盡量避免放置于模具上方).
3)后模行位優先于前模行位的選擇原則,
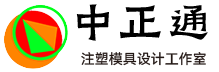
4)斜邊角度一般不應大于25°,斜邊角度小于鏟機斜度1°~ 2°避免干涉及減 少磨擦如圖F b1.5)行位行程控制通常可做螺絲限位(行位運動力較大時則不可直接用螺絲限位,須做限位板).
限位距離=波子定位距(感機械拉出距)+0.5mm如圖F_b1.
6)行位與模玉有磨擦位時,要求至少加3°做擦位,避免直行拖傷.如圖F b1.
7)行位行程定位:
①彈弓定位
②波子定位(行位方向向上時用彈弓)
8)行位滑動保護:
①硬模,客戶要求或較大的行位,行位底與斜面須做耐磨板②行位寬度大于150mm時要在行位中間加導滑板
③所有滑動面須加工油槽
9)行位導向設計:
①普通模曇按壓板優先于T槽原則
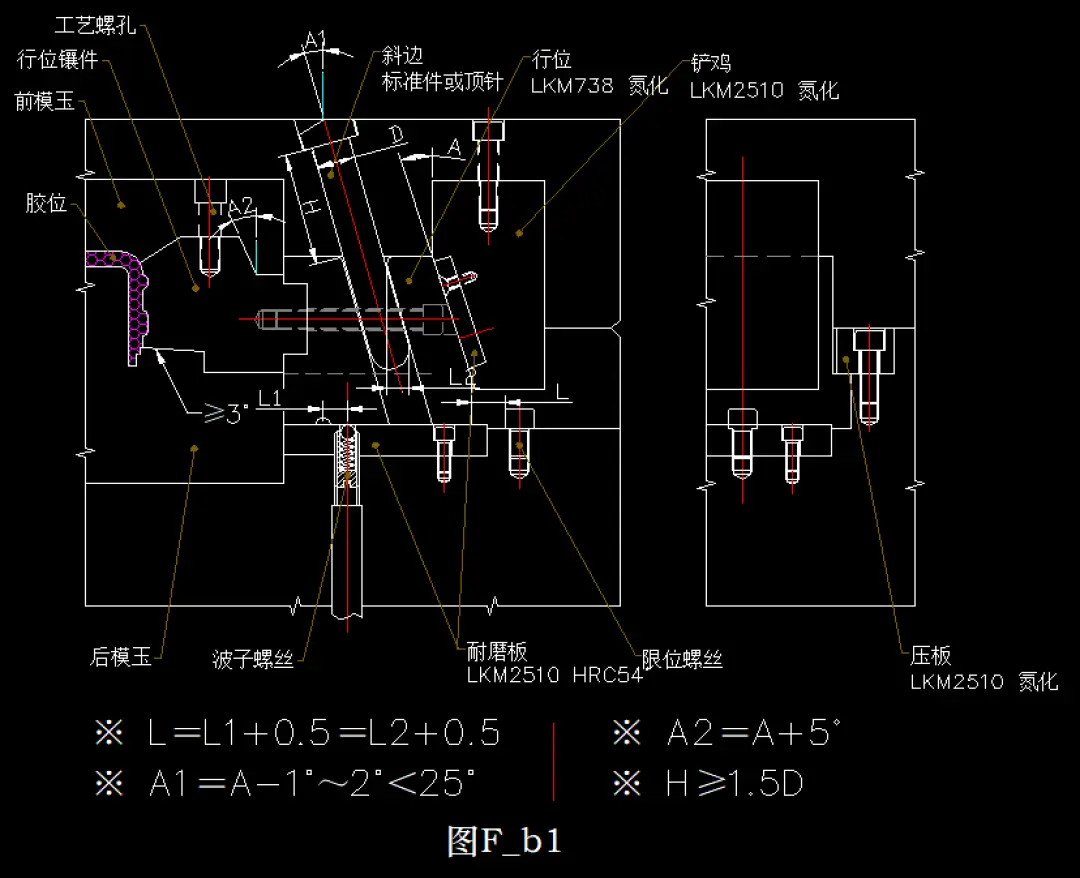
②硬模必須做壓板(標準如圖F_b2)
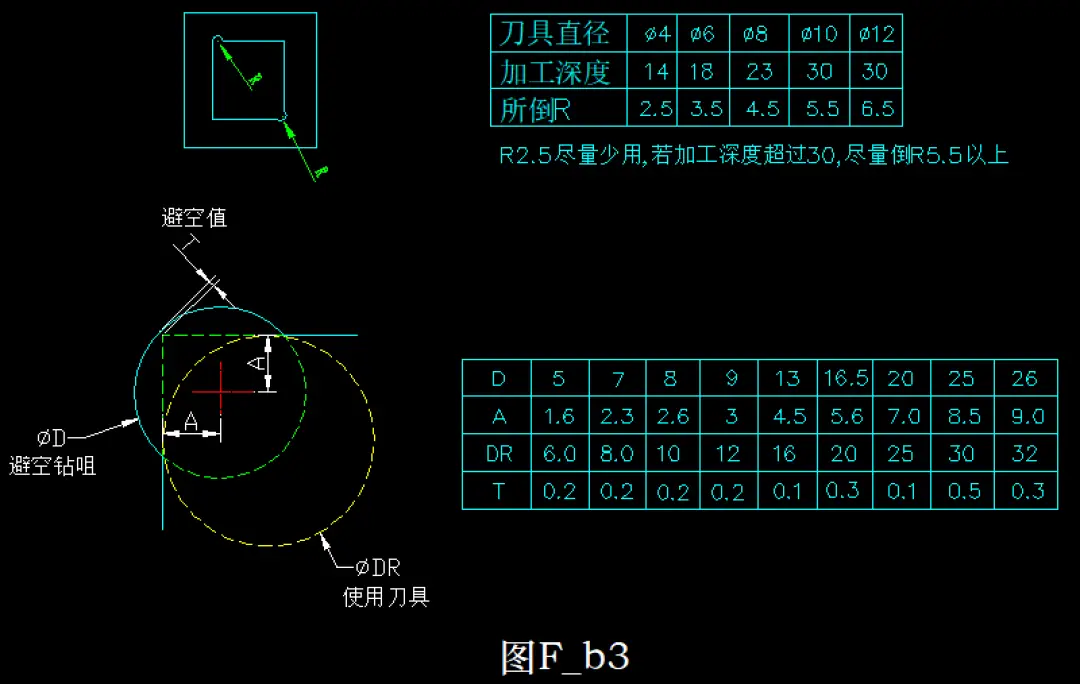
10)行位鑲件與行位間定位
☆下表為無角位避空的標準長寬數據,深度視實際操作而定,一般≥5mm
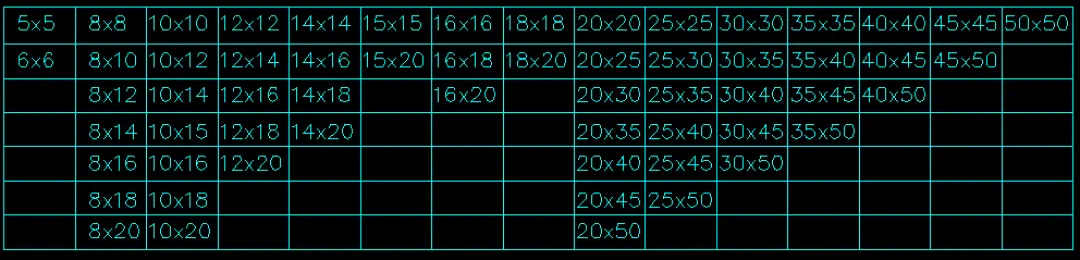
☆角位避空參考數據如圖F_b3
11)行位運動設計:
①彈弓驅動.
②軌道驅動如T軌、斜邊[**斜度過大時不可用過小斜邊(012<25°)以免折斷
③行位行程較大時用:
a.斜齒條驅動(齒條角度須較鏟機角度小3°~ 5°)
b.油、氣缸驅動
12)行位鎖緊設計:
①普通行位用鏟機直接鎖緊即可
②油、氣缸行位須做機械鎖緊裝置
③當行位受注射壓力較大、注射壓力軸距鏟機(斜面)鎖模力軸較遠時須加長鏟雞做背面鎖緊設計.如圖F_b4.

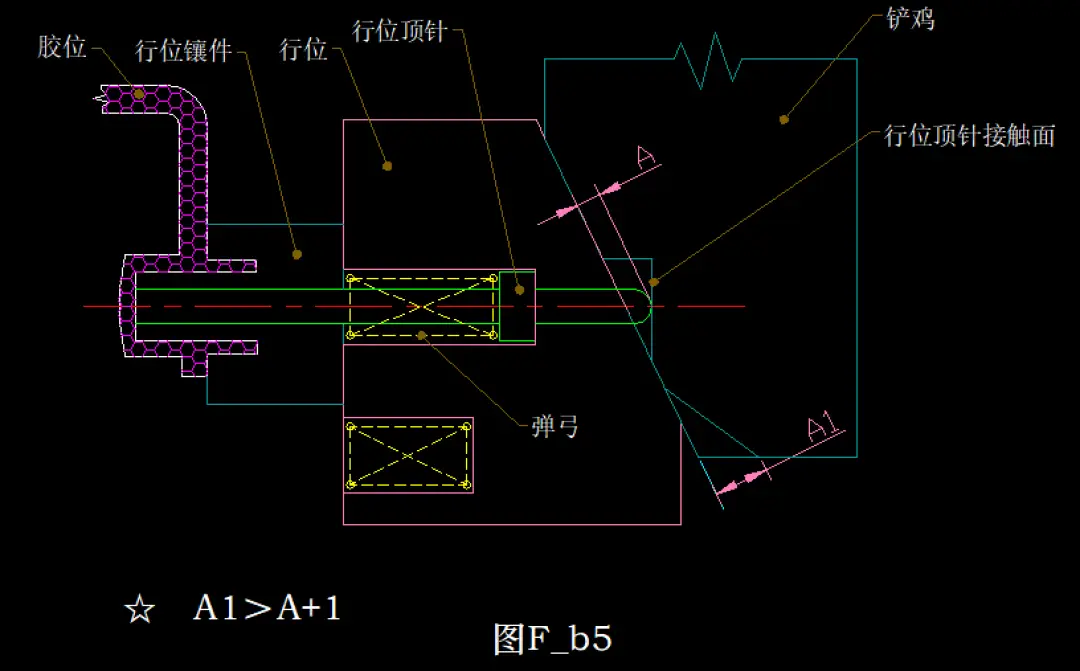
12)當行位與頂針有沖突時,要做頂針早回裝置或在頂針板及行位加安全開關13)行位頂針
☆一般對于成品璧厚薄而深,壁側面抽芯孔位較多,抽芯力較大,在走行位時,成品可能被行位拉變形或拉傷。為防止成品被行位拉變形或拉傷,需在行位內做頂針,以阻止成品被拉變形或拉傷。如圖F_b5.
版權 ? 2024-2099 昆山市周市鎮中正通模具設計中心 .保留所有權利. ICP備案:蘇ICP備2022004992號-1 公安備案:![]() 蘇公網安備32058302001726
蘇公網安備32058302001726
電話聯絡